供应


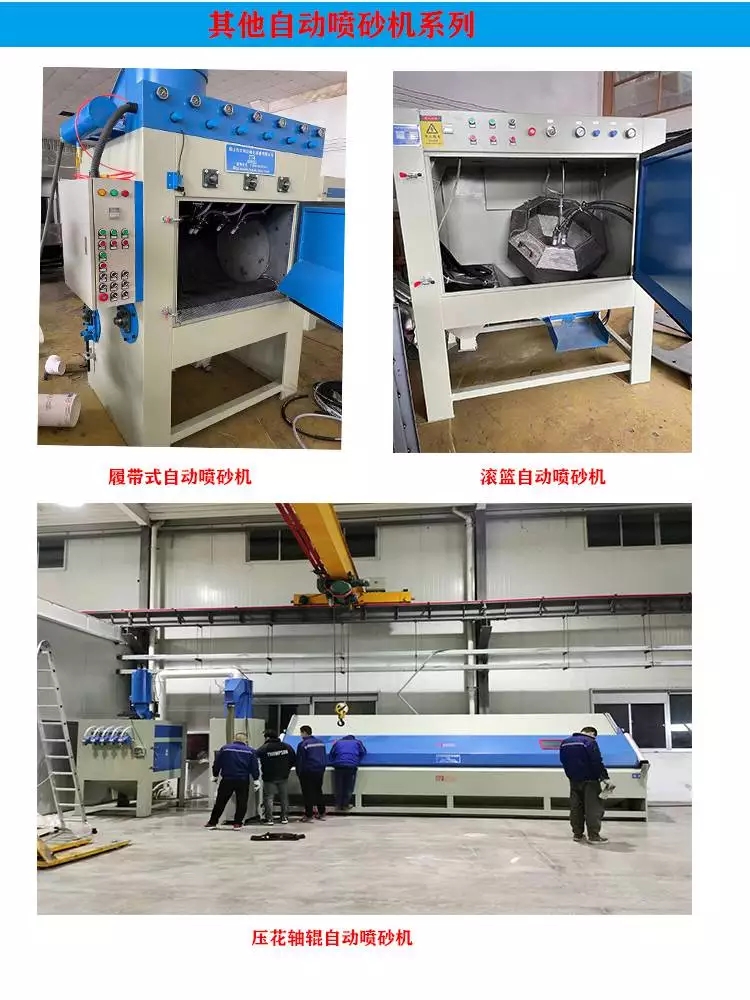
产品的承载方式为滚筒内集中装载,每次加入量8KG左右,喷砂作业时,滚筒自动匀速自转,产品之间相互碰撞,喷枪对着工件不停断喷射,喷砂作业达到预先设定的时间值滚筒与喷枪同时停止
?以所处理的工件材质来分,处理的产效果主要有:
A、金属件的表面除锈、去氧化皮、清理涂层与镀层、除漆除油、砂纹处理(即获得均匀的粗糙度),或者旧件翻新
B、金属件焊接后表面焊渣的清理,斑迹的清洁;冲剪后毛边毛刺的去除,划痕的修复及雾化效果
C、金属件电镀、喷涂、氧化等工艺处理前的表面清理、清洁,增强表面的附着力;消除工件内应力,延长使用寿命
D、亚克力等的表面文字与图案的雕刻
E、塑胶产品的去毛边毛刺,修复假水纹,喷砂后获得均匀的砂面再喷油,增强附着力及亚光效果(尤其是电木、电骨架等脆性塑胶产品的去毛边、除毛刺,不伤产品表面,配以静电水系统,及时消除除电,产品不沾灰,表面洁静,不污染产品)